 English
English Steel Pole
Production Process
(1) Raw Material
The first step to form a basic curtain rod,we use automatic slitter to divide rolled steel into specific strip depand on the diameter of each rod.

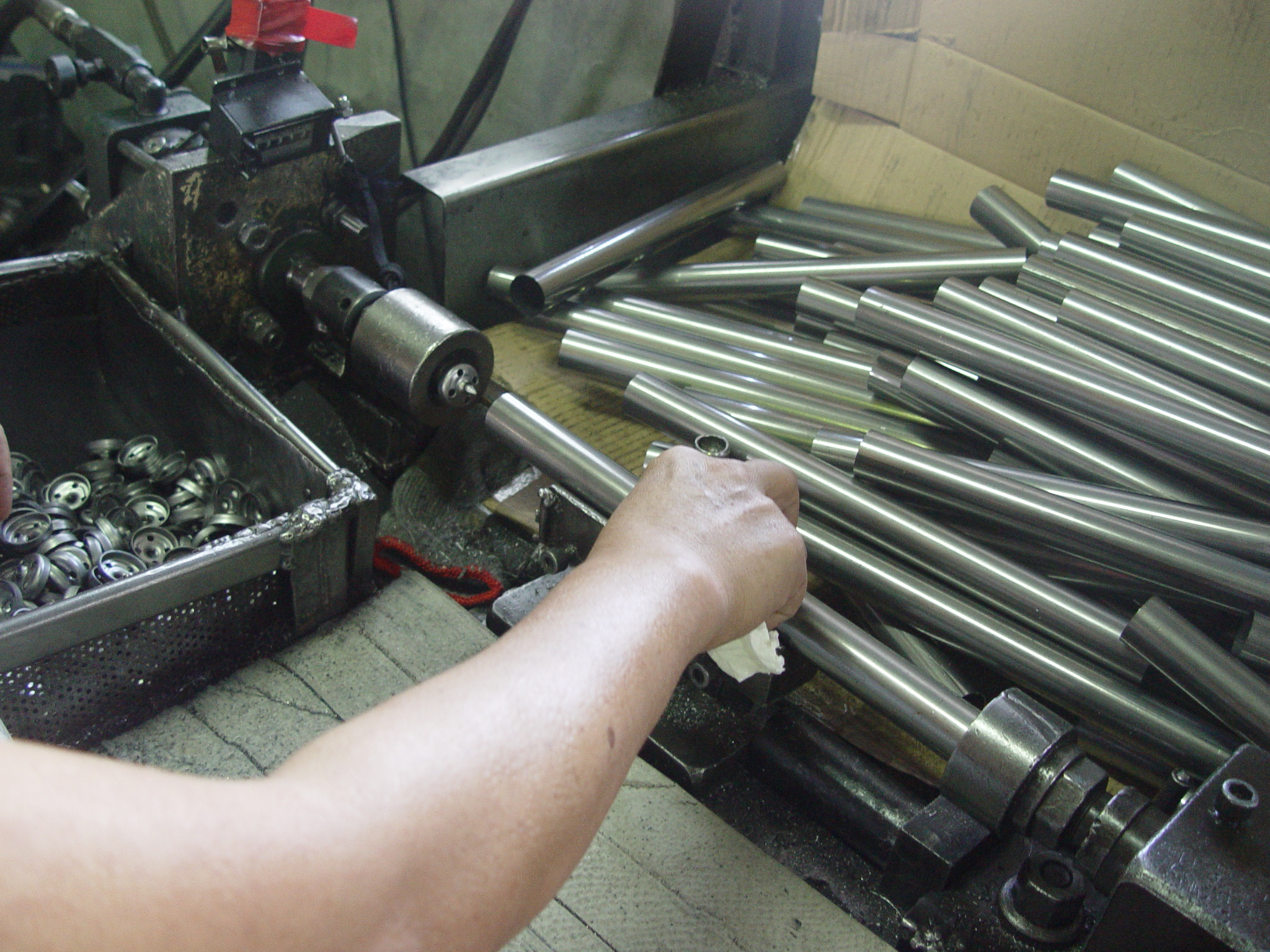
(2) Roll Forming
Each roll of strip will go through rollers to be formed into a curtain rod. Rollers vary with different diameter and thickness of the rod.
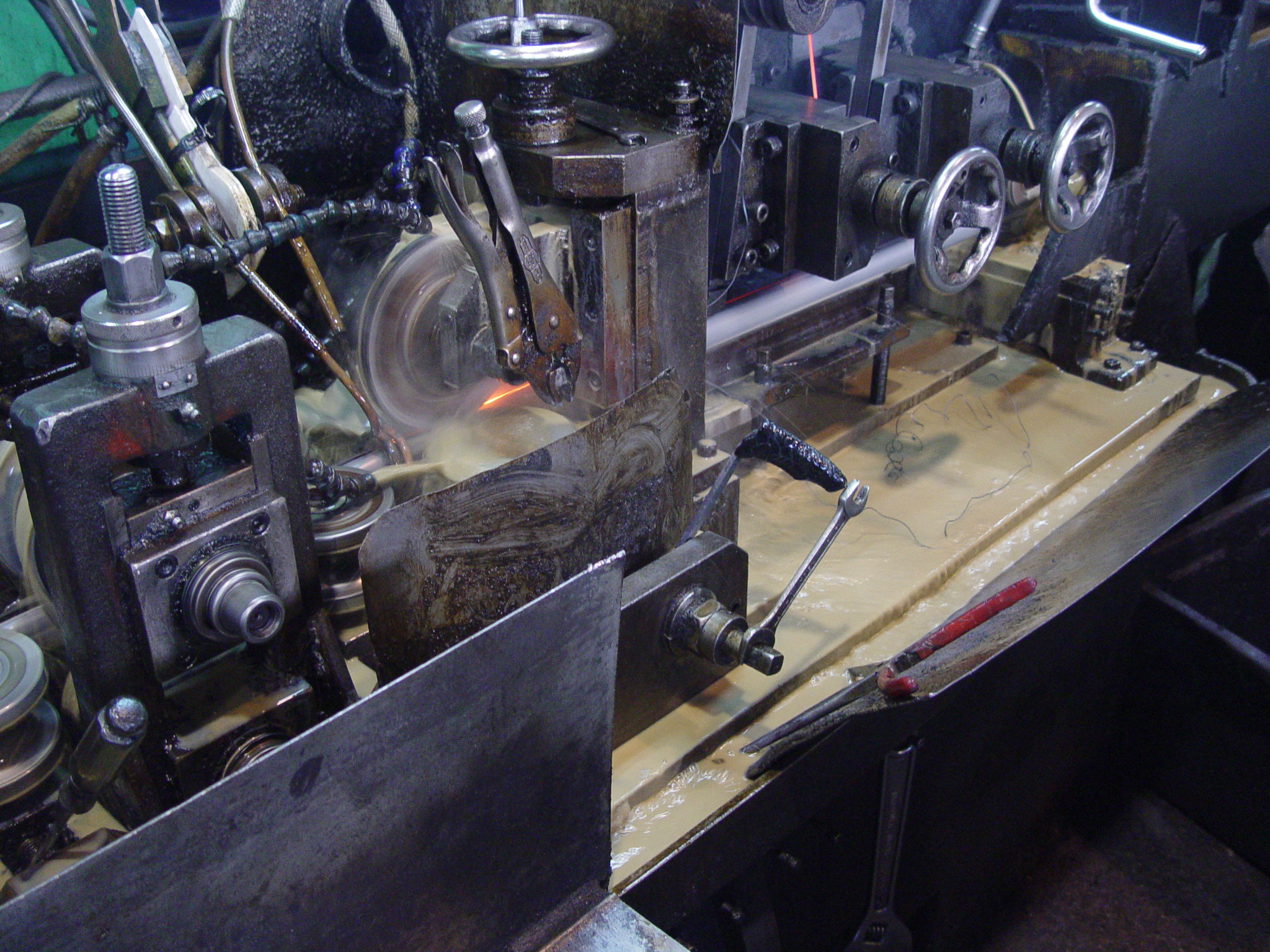
(3) Cutting
After roll forming, we'll cut the rod into different lengths according to customers' demand. To avoid any injury of touching cut surface, we always use machine to clean up the burr.
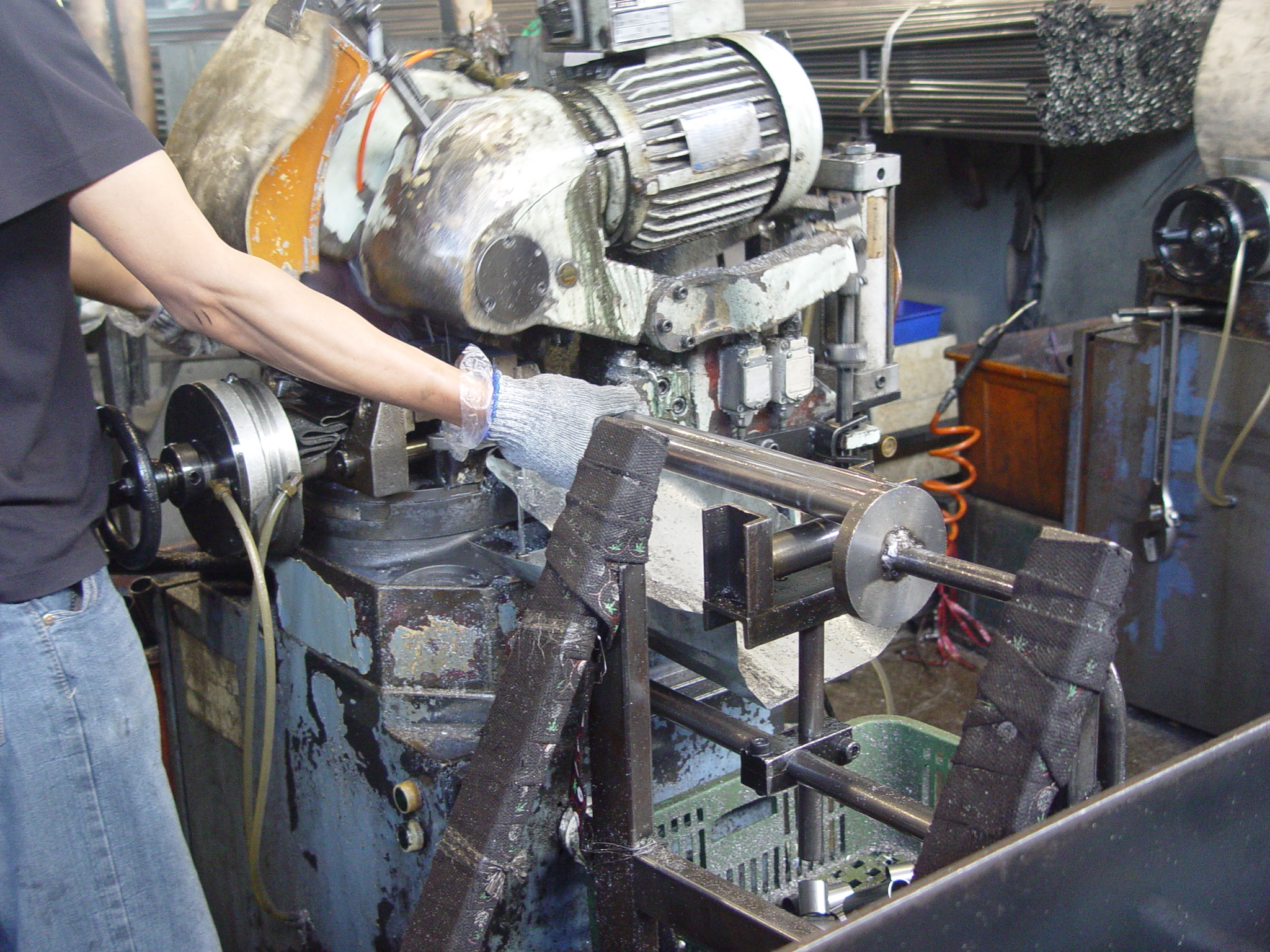
(4) Nut insert
Our center-screw curtain finials, need to be screwed on the curtain rods with a nut, to attach the center-screw curtain finials, we have to insert the nut on the tip of the rod.
(5) Coating or Electroplating
No matter the object needs to be coated or electroplated, the pre-wash is the first and most important procedure. It not only cleans but roughens the surface of the object. Besides pre-wash procedure, the amount of paint, coating/baking temperature are also important factors for surface treatment.
The longest curtin pole we can make is 4M for coating and 2M for electroplating.


(6) Assembling / Packing
We have an independent QC department, before packing, we check the products randomly or piece by piece, it depends on the products themselves or customers' requests. We have total 3 assembling lines to supply our orders, we use ERP system to maintain our orders to prevent from any packing mistakes.


(7) Shipping
Our skillful employees know how to load our products in the most suitable way to save the spaces of the container.To prevent the cartons from moving around or falling during transportation or unloading, some of our customers will use the net to protect the shipment.

Press Release
-
 Curtain Holdback
Curtain HoldbackDrapery Holdback is a wonderful way to hold back your window treatments.
Read More -
 Double Towel Rack
Double Towel RackUpdate your bathroom with our elegant towel rack.
Read More -
 19mm Double Bracket
19mm Double BracketWe have a comprehensive collection of curtain pole brackets available for all diameter rods.
Read More